 اردو
اردو English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba










SMT سٹینسل مینوفیکچرنگ کے عمل کی تفصیلات میں سٹینسل کے معیار اور درستگی کو یقینی بنانے کے لیے کئی اہم اجزاء اور اقدامات شامل ہیں۔ اب ' s کے بارے میں جانیں {94101} } کلیدی عناصر شامل ہیں۔ ایس ایم ٹی سٹینسلز کی پیداوار:
1. فریم: فریم یا تو ہٹایا جا سکتا ہے یا فکسڈ۔ ہٹنے کے قابل فریم سٹینسل شیٹ کو تبدیل کر کے فریم کے دوبارہ استعمال کی اجازت دیتے ہیں، جبکہ فکسڈ فریم میش کو فریم سے جوڑنے کے لیے چپکنے والی چیز کا استعمال کرتے ہیں۔ فریم کے سائز کا تعین سولڈر پیسٹ پرنٹر کی ضروریات سے کیا جاتا ہے، عام سائز جیسے کہ DEK 265 اور MPM UP3000 ماڈلز جیسی مشینوں کے لیے 29" x 29" (736 x 736 mm)۔ فریم کا مواد عام طور پر ایلومینیم کا مرکب ہوتا ہے، جس کی موٹائی 40 ± 3 ملی میٹر ہوتی ہے اور چپٹی برداشت 1.5 ملی میٹر سے زیادہ نہیں ہوتی ہے۔
2. میش: میش کا استعمال سٹینسل شیٹ اور فریم کو محفوظ بنانے کے لیے کیا جاتا ہے اور اسے سٹینلیس سٹیل کے تار یا ہائی پولیمر پالئیےسٹر سے بنایا جا سکتا ہے۔ سٹینلیس سٹیل وائر میش عام طور پر تقریباً 100 کی میش گنتی کے ساتھ استعمال کیا جاتا ہے، جو مستحکم اور کافی تناؤ فراہم کرتا ہے۔ پالئیےسٹر میش اس کی استحکام اور اخترتی کے خلاف مزاحمت کے لیے بھی استعمال ہوتا ہے۔
3. سٹینسل شیٹ: سٹینسل شیٹ، یا ورق، سٹینلیس سٹیل جیسے مواد سے بنی ہے، جس کی موٹائی 0.08mm سے 0.3mm (4-12 MIL) تک ہوتی ہے۔ مواد اور موٹائی کا انتخاب سٹینسل کی پائیداری، سنکنرن مزاحمت، لچک، اور تھرمل ایکسپینشن گتانک کے لیے اہم ہے، جو سٹینسل کی سروس لائف کو براہ راست متاثر کرتے ہیں۔
4. چپکنے والی: فریم اور سٹینسل شیٹ کو بانڈ کرنے کے لیے استعمال ہونے والا چپکنے والا سٹینسل کی کارکردگی میں اہم کردار ادا کرتا ہے۔ اسے ایک مضبوط بانڈ برقرار رکھنا چاہیے اور مختلف سٹینسل کلیننگ سالوینٹس کے خلاف کیمیائی رد عمل ظاہر کیے بغیر مزاحمت کرنی چاہیے۔
5. سٹینسل بنانے کا عمل: سٹینسل بنانے کے عمل میں مختلف تکنیکیں شامل ہو سکتی ہیں جیسے لیزر کٹنگ، کیمیکل اینچنگ، یا الیکٹروفارمنگ۔ لیزر کٹنگ ایک عام طریقہ ہے جو سٹینسل شیٹ کو درست طریقے سے کاٹنے کے لیے ہائی انرجی لیزرز کا استعمال کرتا ہے، جس کے بعد سوراخ کی دیواروں کی کھردری کو کم کرنے کے لیے الیکٹرو پولشنگ کی جاتی ہے۔ یہ طریقہ عمدہ آلات کے لیے موزوں ہے اور اعلیٰ سطح کی درستگی اور صفائی پیش کرتا ہے۔
6. سٹینسل ڈیزائن: سٹینسل کے ڈیزائن میں یپرچر کا سائز شامل ہے، جو سولڈر پیسٹ پرنٹنگ کے عمل کے معیار کو کنٹرول کرنے کے لیے اہم ہے۔ یپرچر کا سائز عام طور پر پی سی بی پر پیڈ سائز سے تھوڑا چھوٹا ہوتا ہے، خاص طور پر فائن پچ ڈیوائسز کے لیے، تاکہ سولڈر بالز یا برجنگ جیسے مسائل کو روکا جا سکے۔
7. اسٹینسل کا تناؤ: اسٹینسل کا تناؤ اس کی کارکردگی کے لیے اہم ہوتا ہے اور اسے عام طور پر اسٹینسل شیٹ پر نو پوائنٹس پر ماپا جاتا ہے۔ تناؤ ایک مخصوص رینج کے اندر ہونا چاہیے، جیسے کہ نئی سٹینسل شیٹس کے لیے 40N/cm سے زیادہ یا اس کے برابر، اور اگر یہ 32N/cm سے کم ہو تو اسے تبدیل کر دیا جائے۔
8. پوائنٹس کو نشان زد کریں: پرنٹنگ کے عمل کے دوران پی سی بی کے ساتھ درست صف بندی کے لیے سٹینسل پر پوائنٹس کو نشان زد کرنا ضروری ہے۔ ان پوائنٹس کی تعداد اور پوزیشن پی سی بی پر مارک پوائنٹس کے مساوی ہونی چاہیے۔
9. سٹینسل کی موٹائی کا انتخاب: سٹینسل شیٹ کی موٹائی کا انتخاب PCB پر سب سے چھوٹی پیڈ پچ اور اجزاء کے سائز کی بنیاد پر کیا جاتا ہے۔ باریک اسٹینسلز کو باریک پچوں کے لیے استعمال کیا جاتا ہے، جب کہ موٹی اسٹینسل کو بڑی پچوں کے لیے استعمال کیا جاتا ہے۔
خلاصہ طور پر، سٹینسل کے استعمال کے لیے رہنما خطوط درج ذیل نکات میں سمیٹے جا سکتے ہیں:
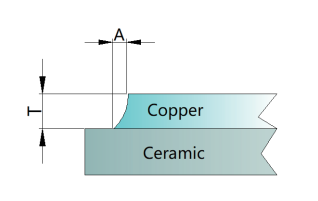
1. یپرچر قدرتی طور پر trapezoidal ہوتے ہیں، اوپری یپرچر عام طور پر نچلے والے سے 1 سے 5mil بڑا ہوتا ہے، جو سولڈر پیسٹ کے اخراج میں سہولت فراہم کرتا ہے۔
2. یپرچر سائز کی رواداری تقریباً 0.3 سے 0.5 ملی لیٹر ہے، جس کی پوزیشننگ کی درستگی 0.12 ملی سے کم ہے۔
3. قیمت کیمیکل اینچنگ سے زیادہ ہے لیکن الیکٹروفارمڈ سٹینسلز سے کم ہے۔
4. سوراخ کی دیواریں الیکٹروفارمڈ ٹیمپلیٹس کی طرح ہموار نہیں ہیں۔
5. ٹیمپلیٹ فیبریکیشن کے لیے عام موٹائی 0.12 سے 0.3 ملی میٹر ہے۔
6. یہ عام طور پر 20 ملی یا اس سے کم اجزاء کی پچ ویلیو کے ساتھ پرنٹ کرنے کی سفارش کی جاتی ہے۔
ان تصریحات اور طریقہ کار پر عمل پیرا ہو کر، Sanxis اس بات کو یقینی بنا سکتے ہیں کہ ایس ایم ٹی سی کے اعلی معیار اور معیار کے لیے موزوں ہوں اور قابل اعتماد سولڈر پیسٹ پرنٹنگ۔
اگلی خبروں کے مضمون میں، ہم ایس ایم ٹی سٹینسلز کی تیاری کے لیے ڈیزائن کی ضروریات کو متعارف کرائیں گے۔
