 اردو
اردو English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba










آج، ہم اس بات پر بات کریں گے کہ موٹائی کا انتخاب کیسے کیا جائے اور ایس ایم ٹی سٹینسلز کا استعمال کرتے وقت یپرچر کیسے بنائے جائیں۔
ایس ایم ٹی اسٹینسل کی موٹائی اور یپرچر ڈیزائن کا انتخاب
SMT پرنٹنگ کے عمل کے دوران سولڈر پیسٹ کی مقدار کو کنٹرول کرنا SMT پروسیس کوالٹی کنٹرول کے اہم عوامل میں سے ایک ہے۔ سولڈر پیسٹ کی مقدار کا براہ راست تعلق سٹینسل ٹیمپلیٹ کی موٹائی اور یپرچرز کی شکل اور سائز سے ہے (سکیجی کی رفتار اور لگائے جانے والے دباؤ کا بھی ایک خاص اثر ہوتا ہے)؛ ٹیمپلیٹ کی موٹائی سولڈر پیسٹ پیٹرن کی موٹائی کا تعین کرتی ہے (جو بنیادی طور پر ایک جیسے ہیں)۔ لہذا، ٹیمپلیٹ کی موٹائی کو منتخب کرنے کے بعد، آپ یپرچر کے سائز کو مناسب طریقے سے تبدیل کرکے مختلف اجزاء کی مختلف سولڈر پیسٹ کی ضروریات کو پورا کر سکتے ہیں۔
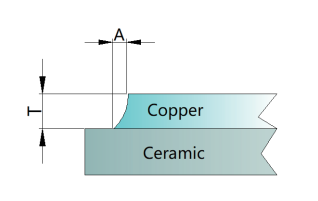
ٹیمپلیٹ کی موٹائی کا انتخاب پرنٹ شدہ سرکٹ بورڈ کی اسمبلی کثافت، اجزاء کے سائز، اور پنوں (یا سولڈر بالز) کے درمیان وقفہ کی بنیاد پر کیا جانا چاہیے۔ عام طور پر، بڑے پیڈ اور فاصلہ والے اجزاء کو زیادہ سولڈر پیسٹ کی ضرورت ہوتی ہے، اور اس طرح ایک موٹا ٹیمپلیٹ؛ اس کے برعکس، چھوٹے پیڈ اور تنگ فاصلہ والے اجزاء (جیسے تنگ پچ QFPs اور CSPs) کو کم سولڈر پیسٹ کی ضرورت ہوتی ہے، اور اس طرح ایک پتلا ٹیمپلیٹ۔
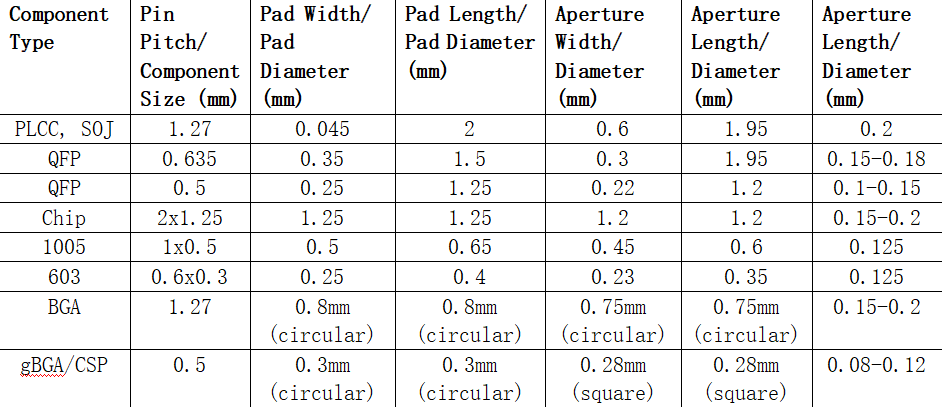
تجربے سے معلوم ہوا ہے کہ عام ایس ایم ٹی اجزاء کے پیڈ پر سولڈر پیسٹ کی مقدار کو یقینی بنایا جانا چاہیے کہ تقریباً 0.8mg/mm ² , اور {481} تقریباً 0.5mg/mm ² تنگ-پچ اجزاء کے لیے۔ بہت زیادہ آسانی سے ٹانکا لگانا اور ٹانکا لگانا جیسے مسائل کا باعث بن سکتا ہے، جبکہ بہت کم ٹانکا لگانا ناکافی کھپت اور ویلڈنگ کی ناکافی طاقت کا باعث بن سکتا ہے۔ کور پر دکھائی گئی جدول مختلف اجزاء کے لیے متعلقہ یپرچر اور سٹینسل ٹیمپلیٹ ڈیزائن سلوشن فراہم کرتی ہے، جنہیں ڈیزائن کے حوالے کے طور پر استعمال کیا جا سکتا ہے۔
ہم اگلے نئے میں PCB SMT سٹینسل کے بارے میں دیگر معلومات سیکھیں گے۔
